In semiconductor manufacturing and high-end electronics, welding quality directly affects dimensional accuracy, assembly performance, and product reliability. As equipment becomes smaller, lighter, and more sensitive to heat, manufacturers increasingly rely on high-strength aluminum enclosures, frames, robotic components, and vacuum-system parts.
However, achieving precision aluminum laser welding with sub-millimeter dimensional control is far more demanding than producing a standard structural weld. Thermal distortion, weld porosity, surface contamination, and fixture design can all determine whether a finished assembly meets its specifications.
At Meida Precision, we have reviewed and manufactured a wide range of complex aluminum assemblies. Based on that experience, the following factors are critical when producing aluminum weldments for semiconductor and high-precision applications.
Why Is Precision Aluminum Welding So Difficult?
Aluminum is widely used in semiconductor equipment because of its low weight, corrosion resistance, machinability, and thermal performance. Those same material characteristics, however, make the welding process difficult to control.
The primary challenges include:
- High thermal conductivity
- Rapid heat dissipation
- A persistent aluminum oxide layer
- Sensitivity to hydrogen-related porosity
- Distortion in thin-wall and large-format components
- Tight cosmetic and dimensional requirements
For semiconductor equipment, even a small dimensional deviation can create problems with alignment, sealing, machining allowances, or final assembly.
1. Controlling Thermal Distortion in Aluminum Welding
Aluminum conducts heat significantly faster than carbon steel. During conventional welding, heat spreads quickly from the weld zone into the surrounding material.
To maintain a stable weld pool, operators may need to introduce more heat. If that heat input is not carefully controlled, it can cause:
- Panel warping
- Angular distortion
- Joint misalignment
- Localized shrinkage
- Loss of flatness
In a semiconductor vacuum chamber, precision enclosure, or high-speed robotic arm, a dimensional change of just 0.5 mm may interfere with sealing surfaces, linear motion, component alignment, or downstream CNC machining.
Controlling distortion therefore requires more than selecting the correct welding machine. Joint design, welding sequence, fixture rigidity, heat distribution, material thickness, and operator experience must all be considered.
2. How Fiber Laser Welding Reduces Aluminum Distortion
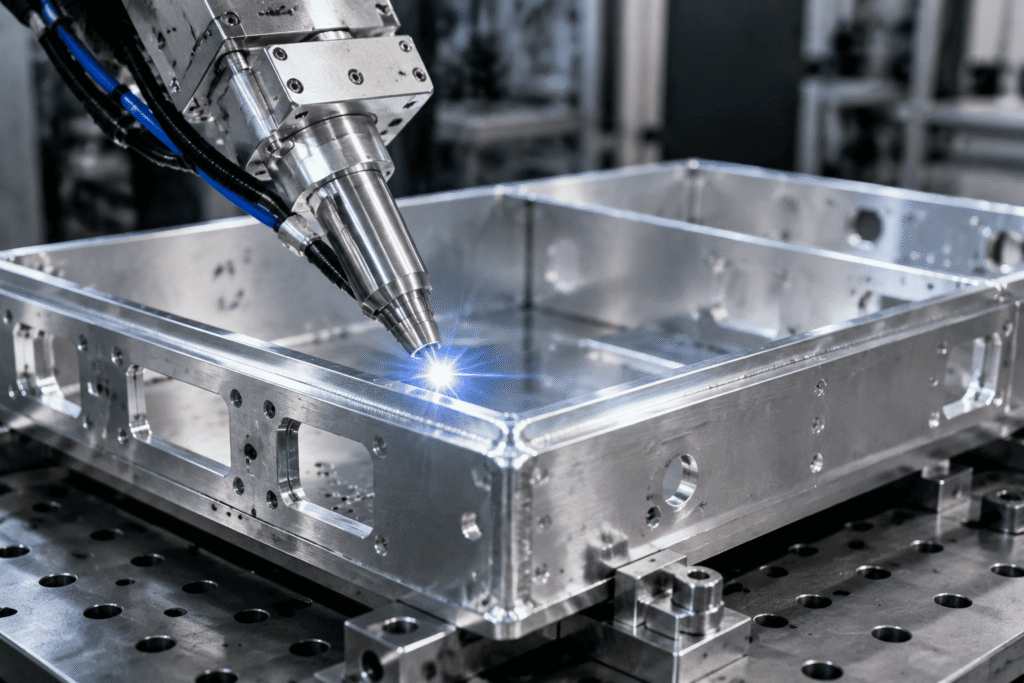
To minimize heat-related deformation, Meida Precision uses fiber laser welding as a core process for suitable precision aluminum assemblies.
Unlike conventional arc welding, a fiber laser delivers energy into a small, highly concentrated area. This provides several important advantages.
Narrower Heat-Affected Zone
The concentrated laser beam limits the amount of surrounding material exposed to elevated temperatures. A narrower heat-affected zone helps reduce thermal expansion and weld shrinkage.
Faster Welding Speed
High welding speeds reduce the time available for heat to spread through the workpiece. This is particularly valuable when welding thin aluminum panels or large assemblies with strict flatness requirements.
Lower Overall Heat Input
When joint preparation and process parameters are properly controlled, laser welding can produce the required penetration with less overall thermal input than many conventional welding methods.
High Process Repeatability
Laser power, travel speed, focal position, shielding gas flow, and weld path can be controlled consistently. This repeatability is important for both prototype development and production manufacturing.
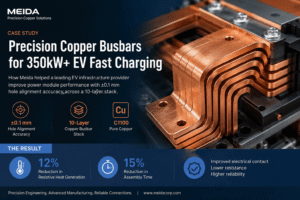
For suitable part geometries and correctly engineered fixtures, Meida Precision has achieved flatness tolerances within ±0.3 mm on large-format aluminum panels, without post-weld mechanical straightening.
Actual achievable tolerance depends on several factors, including the aluminum alloy, panel dimensions, material thickness, joint configuration, weld length, fixture design, and measurement method. These variables should be reviewed during the design and quotation stage.
3. Preventing Porosity in Aluminum Welds
Porosity is one of the most common and costly defects in aluminum welding. It can weaken the weld, compromise sealing performance, affect cosmetic appearance, and create problems during later machining or surface treatment.
Aluminum surfaces naturally form an oxide layer. Moisture, oil, fingerprints, machining fluids, and other contaminants can remain on or near that surface. During welding, hydrogen from these contaminants may dissolve into the molten weld pool.
As the aluminum solidifies, its ability to retain dissolved hydrogen decreases. The gas can then become trapped inside the weld, creating microscopic pores.
The Meida Surface Preparation Protocol
To reduce the risk of aluminum weld porosity, Meida Precision uses a controlled, multi-stage surface preparation process before welding. High-purity argon shielding is then used to protect the weld pool from atmospheric contamination.
The process is designed to achieve:
- Clean and consistent weld seams
- Reduced internal porosity
- Improved structural integrity
- Better cosmetic appearance
- Greater suitability for semiconductor and high-end electronics assemblies
Surface preparation must be completed as part of the welding process—not treated as a separate cosmetic step. Even advanced laser equipment cannot compensate for heavily contaminated joint surfaces.
4. Why Custom Fixtures Matter in Precision Aluminum Welding
A high-quality laser welding system alone does not guarantee a dimensionally accurate assembly. The workpiece must also be held in the correct position throughout the welding cycle.
Precision fixtures help control:
- Joint gaps
- Component alignment
- Panel flatness
- Weld shrinkage
- Heat movement
- Repeatability between parts
For complex aluminum assemblies, a standard fixture may not provide adequate support. Custom jigs, clamps, heat sinks, locating features, and welding sequences may be required for each project.
At Meida Precision, fixture strategy is developed around the geometry, alloy, thickness, weld location, and dimensional requirements of the individual component. This is particularly important for prototypes and low-volume projects, where there may be little room for trial-and-error production.
5. Why Small-Batch Aluminum Welding Requires Specialized Expertise
Large-volume factories are often optimized for fixed products and highly repetitive processes. Complex, low-volume aluminum projects require a different manufacturing approach.
A specialized engineering team can adjust:
- Joint and edge preparation
- Laser parameters
- Fixture configuration
- Tack-welding sequence
- Shielding gas delivery
- Inspection methods
- Post-weld machining allowances
This flexibility allows the manufacturing process to be refined around the actual component rather than forcing the component into a generic production workflow.
The objective is to apply the same process discipline to the first prototype that will later be used for repeat production.
Applications of Precision Aluminum Laser Welding
Precision laser-welded aluminum assemblies are commonly used in:
- Semiconductor manufacturing equipment
- Vacuum-system components
- Precision aluminum enclosures
- Automation and robotic systems
- Optical and inspection equipment
- Electronics manufacturing equipment
- Lightweight motion-control structures
- Heat-sensitive mechanical assemblies
Each application has different requirements for flatness, strength, appearance, cleanliness, sealing, and dimensional inspection. These requirements should be identified before the welding process is finalized.
How to Choose an Aluminum Welding Partner
Choosing a precision aluminum fabrication partner is not simply a matter of finding the largest factory or the lowest welding price.
A qualified supplier should be able to demonstrate:
- Experience with the specified aluminum alloy and material thickness
- Control of heat input and weld distortion
- Reliable surface preparation and shielding-gas procedures
- In-house capability for custom fixture development
- Dimensional inspection before and after welding
- Support for prototypes, small batches, and production scaling
- Coordination between welding, CNC machining, and final inspection
For high-precision applications, engineering preparation usually has a greater impact on the final result than welding speed alone.
Conclusion
Producing semiconductor-grade aluminum assemblies requires a detailed understanding of laser processing, thermal behavior, surface contamination, fixture design, and dimensional inspection.
Fiber laser welding can significantly reduce heat input and distortion, but the best results come from combining the technology with disciplined material preparation and project-specific tooling.
When a component requires clean weld seams, low porosity, and tight dimensional stability, the fabrication partner’s engineering capability matters as much as the welding equipment.
Need a precision aluminum prototype or small-batch welded assembly? Send Meida Precision your drawings, aluminum alloy, material thickness, flatness requirements, weld specifications, and expected production volume. Our engineering team can evaluate the joint design, fixture strategy, and most suitable manufacturing process for your project.